Эффективность метода определяется высокой скоростью нагрева, в результате чего практически полностью исключается окисление металла, позволяет сохранить в стали мелкое зерно, обеспечивающее высокую пластичность заготовки, что снижает расход энергии на обработку ее давлением и увеличивает срок службы кузнечно-прессового оборудования. Непосредственно сами индукционные установки занимают в цехе мало места и легко встраиваются в поточные линии.
Способ имеет и недостатки, заключающиеся в повышенном расходе электроэнергии и высокой стоимости оборудования.

Теорию индукционного нагрева и первые промышленные установки создал В. П. Вологдин.
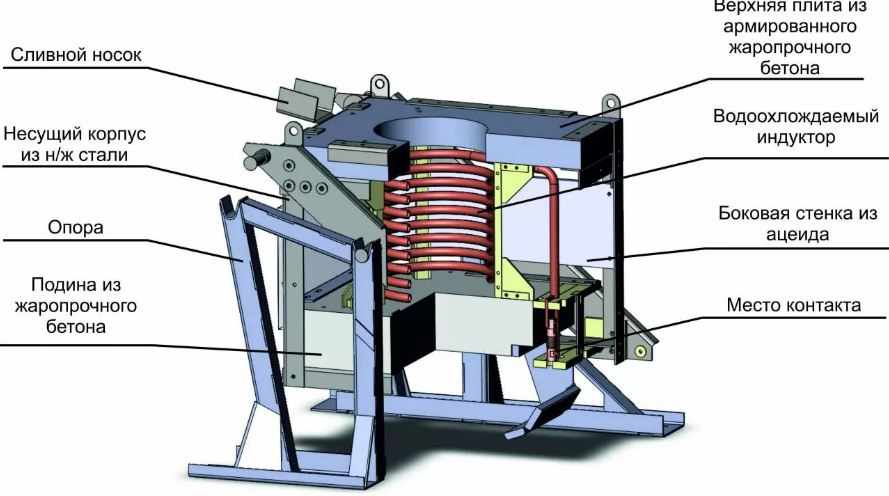
Основная часть любой индукционной установки — индуктор — проводник электрического тока, которому может быть придана любая форма. Обычно его изготовляют из прямоугольных медных трубок в виде цилиндрической спирали. Индуктор может быть одно- и многовитковым. Нагреваемые изделия располагаются внутри спирали,
изготовленной из медных трубок. Она имеет тепловую защиту из шамотных трубок. Нагреваемые заготовки перемещаются внутри индуктора по водоохлаждаемым направляющим.
Снаружи спираль удерживается деревянными брусками, зажатыми между асбоцементными плитами. Спираль охлаждается водой, протекающей внутри нее.
При прохождении переменного тока через трубки внутри спирали возникает переменное электромагнитное поле. В заготовке, помещенной в индуктор, наводятся (индуктируются) переменные токи (токи Фуко), имеющие одинаковую частоту с частотой тока в спирали. Эти токи нагревают заготовку. В ней электрическая энергия преобразуется в тепловую.

Переменный ток в сечении проводника распределяется неравномерно, поэтому в проводе индуктора и заготовке максимальная плотность тока будет на поверхности. В глубь проводника плотность тока уменьшается по экспоненте. Условно принято считать, что ток распространяется в пределах определенной толщины, которую называют глубиной проникания тока, где выделяется 90 % тепла. Значение в зависит от частоты тока, магнитной проницаемости и удельной электропроводимости материала.
Все металлы и сплавы по магнитным свойствам подразделяют на две группы: ферромагнитные и парамагнитные. Ферромагнитные материалы (углеродистые стали, железо, никель и кобальт) обладают высокой магнитной проницаемостью. Парамагнитные материалы (жаропрочные и нержавеющие стали, латунь, мельхиор, и др.) имеют магнитную проницаемость, близкую к магнитной проницаемости вакуума.
При достижении нагреваемым материалом температуры, соответствующей точке магнитного превращения (критической точке или точке Кюри), значение магнитной проницаемости ферромагнитных материалов уменьшается в 100—200 раз и снижается до величины магнитной проницаемости вакуума, что сопровождается увеличением глубины проникания тока. Критической точке того или иного материала отвечает вполне определенная температура тела. Для стали она равна 768 °С. Поэтому различают две глубины проникания тока: до точки Кюри и после нее («горячую» глубину проникания тока), м. Для меди, нагретой до 60 °С, б = 0,07///. Для стали при температурах 1100 — 1200 °С б = 0,6//f
Подводимая к индуктору электрическая энергия частично передается в нагреваемые заготовки, а меньшая часть расходуется на нагрев провода индуктора. Отношение количества энергии, передаваемой в заготовку, ко всему количеству энергии, подводимой к индуктору, называют электрическим КПД индуктора. Его значение зависит главным образом от отношения диаметра заготовки dM к глубине проникания тока б, т. е. определяется частотой тока. Электрический КПД растет с увеличением частоты и достигает предельного значения при йж1Ь г 0,6.
Отношение количества энергии, затраченной на нагрев заготовок, к количеству энергии, переданной ей индуктором, называют термическим или тепловым КПД т)т. Он зависит не только от температуры и продолжительности нагрева, но и от размеров тепло-отдающей поверхности.